

When printing pressure vessels and fuel tanks on the VELO3D Sapphire, engineers can meet their design objectives and adapt quickly to changing product requirements. With a turnaround time to a printed part in days, a fully finished part can be tested in weeks. Changes elsewhere in the craft can quickly be accounted for enabling rapid fire testing on an accelerated timescale without compromise.
Watch the recorded session to learn more:

Application Benefit:
When designing metal pressure vessels (like gas tanks) for high value vehicles (satellites, rockets), designers focus on a few key points. Obviously, they need to maximize strength and minimize weight but, it is also common that they need to conform to tight packaging and be able to quickly adjust the shape in response to changes elsewhere in the craft.
By printing the entire fuel tank, complete with internal plumbing, bracket fixtures, and iso-grids, engineers can reduce part count from a dozen parts down to a single component. Furthermore, by printing the part, they have the freedom to achieve the optimal weight to strength ratio. This creates more capacity for revenue generating components to be added to the craft while keeping the total weight down.
By printing the entire fuel tank, complete with internal plumbing, bracket fixtures, and iso-grids, engineers can reduce part count from a dozen parts down to a single component. Furthermore, by printing the part, they have the freedom to achieve the optimal weight to strength ratio. This creates more capacity for revenue generating components to be added to the craft while keeping the total weight down.

These pressure tanks were printed on the VELO3D Sapphire and photographed with no post processing. These images show the as-printed surface finishes. Top surface finish seem-less integration through all angles
Traditional Manufacturing:
Traditionally manufactured through brazing, welding, or bolting cast or machined components together, fuel tank construction is often a manual and lengthy process. In addition, because of the nature of the product, every weld, mating surface, and connection point is also a potential site for leakage. Being able to print a complete system without the need for assembly, engineers can have a fully functional assembly that is lighter, stronger, and reduces the risk for leaks.
Conventional Additive Manufacturing:
Engineers have attempted to use additive manufacturing to quickly produce the geometries required. However, until recently, this has been a further challenge due to the low angles and enclosures created when printing the internal channels needed for advanced fuel tank design.
For surfaces at angles below 45degrees to the build plate, conventional printers often require support structures. For pressure vessels, these supports are often difficult or even impossible to remove. Furthermore, once removed the surface finish of the supported area is often rough and may contain valleys or peaks that can reduce performance during fatigue testing.
Thin walls and high aspect ratios are features common in pressure vessels. However, depending upon the geometry, these features may be risky to print. Conventional printers use contact based recoaters to add a new layer of metal powder to the build chamber. By design, conventional recoaters contact the part during every recoat, and thinner parts are often susceptible to undesired deformation or movement from recoater contact. This unintended part movement leads to dimensional inaccuracy or print failure.
VELO3D SupportFree Processing:
With VELO3D’s SupportFree low angle and thin wall capabilities, these parts are now possible. Engineers can rapidly print the desired shapes and consistently achieve the target mechanical properties. SupportFree metal powder-bed fusion provides the ability to print horizontal (down to zero degrees between the part and the build plate) surfaces without supports and with a high-quality surface finish, eliminating the need to post process internal support structures. This achieves much higher quality internal channels and flow paths for fluids.
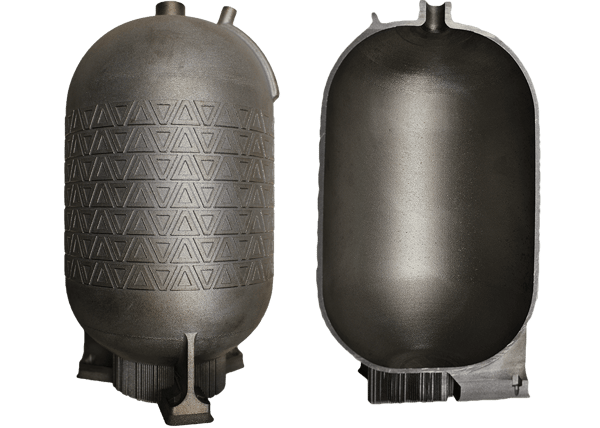
External fuel tank skin shown beside internal surface finish (fuel tank cut open)
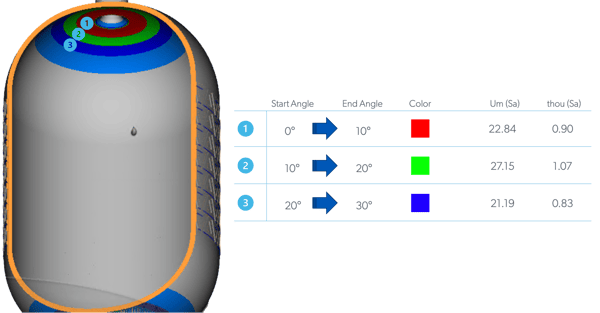
Surface Finish Measurements
Furthermore, VELO3D’s non-contact recoater floats over the powder bed, reducing the risk of recoater-related part movement and deformation. The VELO3D solution also features sensors that continually monitor the height of the part and powder bed to assure a uniform layer of powder and prevent recoater collisions. This means that designers can print up to 3000:1 aspect ratio (virtually limitless) on the VELO3D solution. Thin walls down to 300 micron in thickness, combined with high aspect ratio capability unlock many new designs for optimized pressure vessels.
Summary:
VELO3D unlocks manufacturing for optimized designs that control the flow of fluids and the transfer of heat. These parts often feature complex internal geometries that are too difficult for conventional manufacturing solutions. This forces engineers to compromise performance to enable manufacturability. Through a state-of-the-art 3D Metal Printing solution, VELO3D technology eliminates this compromise by offering advanced manufacturing that unlocks maximum part performance.

