Today, Additive Manufacturing (AM), is mostly used for prototyping and project work. There are some examples of production, but annual revenue from orders in excess of six figures is far too rare. To be sure, AM has the ability to simplify and shorten part development time, reduce time for manufacturing ramp up, enable innovative design concepts with higher performance, simplify supply chain complexity, and reduce inventory. But scaling up to the potential billions of dollars of additively produced parts requires solving one major hurdle: making AM dependable enough for serial manufacturing.
“There are some examples of production, but annual revenue from orders in excess of six figures is far too rare”
What does it take to be dependable?
There are three main criteria that define a dependable manufacturing solution:
- Demonstrate the ability to meet desired production outcomes such as cost, volume, performance, and quality. The first step is to determine the critical quality metrics as this is necessary for certification on mission critical applications.
- Develop the required operating procedures to accomplish the desired production outcomes. Production is not theoretical. There are many operating practices, workflows, and procedures that need to be acquired to execute production and to control quality.
- Calibrate ramp expectations. Production typically starts at lower values for metrics such as yield and production output. Ramping - goring through the unexpected and resolving issues – is a necessary part of reaching production targets. Forecasting the initial and long term values of these metrics, and their rates of convergence, is essential to determine the business case and program plan.
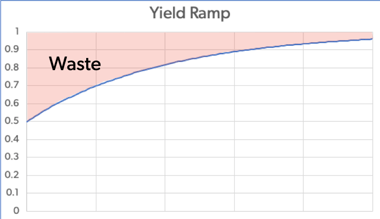
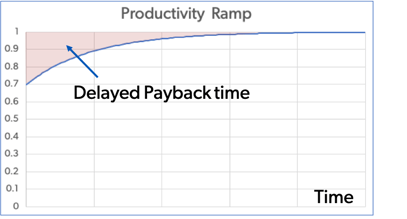
The area above the yield curve shown above is waste, and the area above the productivity curve is the unutilized production capacity.
Both translate to financial losses, and these losses in the ramp up of a new process are the ones that cause the most pain threatening to derail further adoption. This is an underlying reason why migrating to full production on a new process has historically been fraught with difficulty and wisely approached with careful planning and execution. At the outset early trials are likely to miss the projected, schedules and payback goals. However, if the ramp is modest and carefully planned, the losses small, and the learning can be applied to future production, then over a few cycles the knowledge gained will improve yield and productivity. Unit economics then steadily converge on profitability as the enterprise is able to accurately predict and include actual costs in full scale production.
Why is dependability difficult for AM?
The same economics apply in transitioning AM to serial production. As we ramp up the maturity curve and gain experience, we are more able to realize the freedom from design limitations and other significant advantages of AM as a manufacturing solution. However much of the attention on AM has been focused on developing solutions to enable new designs prior to achieving predictable results from the AM process. Developing a new manufacturing technology in parallel to a new product is hard and results in slow, case by case adoption. Instead, manufacturing evolves step-by-step: step one, validate the new manufacturing solution on existing designs.
The benefits of working on existing parts include:
- Allows manufacturers to compare similar parts that have the same target geometry but were manufactured differently
- Focuses on developing the manufacturing methodology and practices to operate the technology in serial production, understanding the elements contributing to the manufacturing costs of the new technology and most importantly, how the new technology performs in the final product, compared to the same exact product made by a legacy manufacturing process.
- Develops the knowhow and experience on the yield and productivity ramp up curves and improving those over few products ramps, such that they build confidence in the ability to forecast the outcome of a production ramp
When these criteria are met for AM, the technology will become dependable. To accelerate the adoption of AM as a manufacturing solution, AM needs to generate value for manufacturers at this stage in the process – prior to leveraging the benefits of design freedom.
“manufacturing evolves step-by-step: step one, validate the new manufacturing solution on existing designs”
So how do we best accommodate serial AM?
There is an interim step to achieving best production results from AM. In the maturity curve, we have the opportunity to move from existing parts and assemblies to combined assemblies without drastically altering the parts. Many assemblies are simply a group of parts that has been welded, brazed, or bolted together. Since AM is a welding technology by its nature, we can use the additive process to pre-assemble multiple parts into one. This opens the door to create significant value for manufacturers. By eliminating expensive, complex, multi-step manufacturing processes that feature complicated supply chains and long lead times, AM can create significant value for manufacturers, now!
So why don’t we just do that?
Well, it’s not that easy. The same parts that would be natural candidates to create value for manufacturers also turn out to be difficult for traditional AM solutions. For example, consolidated assemblies combine multiple geometries into a finished unit. But through that combination, these assemblies generate difficult to access internal channels and features. Once closed, manufacturers lose the ability to access those channels and clean or post process them. Simply put, second sourcing of legacy designs should be viable for AM but, these designs are often not transferable.
“second sourcing of legacy designs should be viable for AM but, these designs are often not transferable”
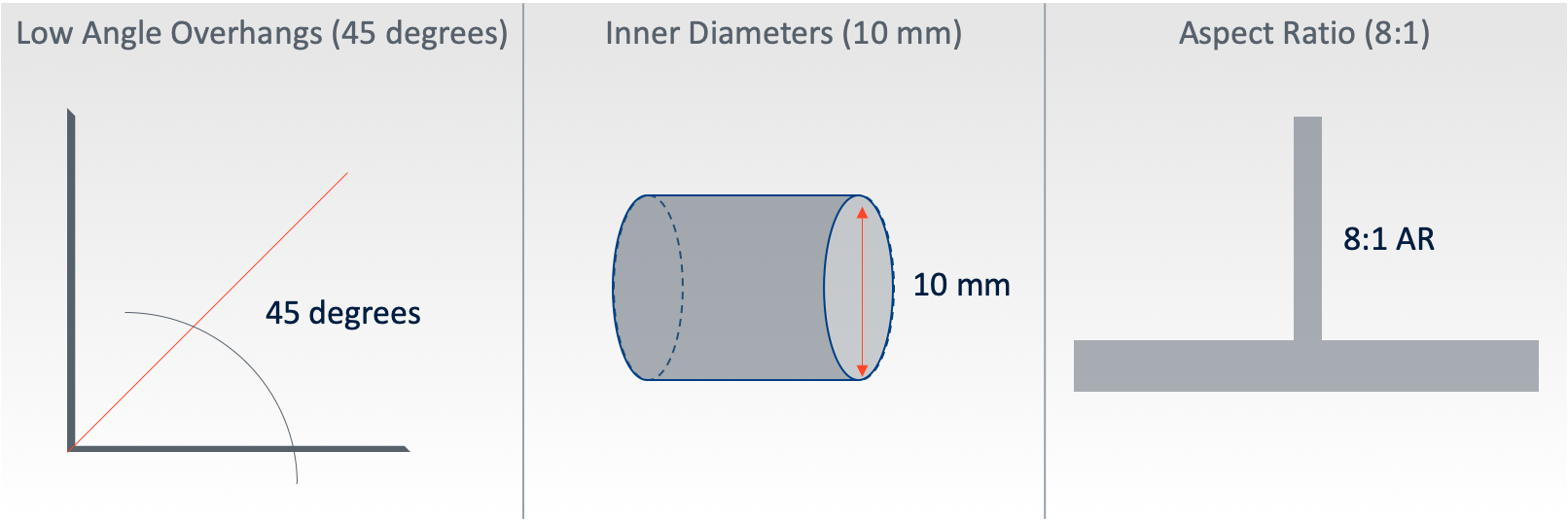
AM has relied on support structures to anchor parts to the build plate and for thermal management for decades. As an industry we have come to rely on those structures to assist with building low angles less than 45 degrees, apertures of greater than 10mm in diameter and high aspect ratio (AR) parts above 8:1 AR. These features are the same features that tend to be created inside of an assembly’s inaccessible, internal geometries during part consolidation. By using supports to anchor parts to the build plate, we have anchored our industry to prototyping. Until now.
No supports, no problem.
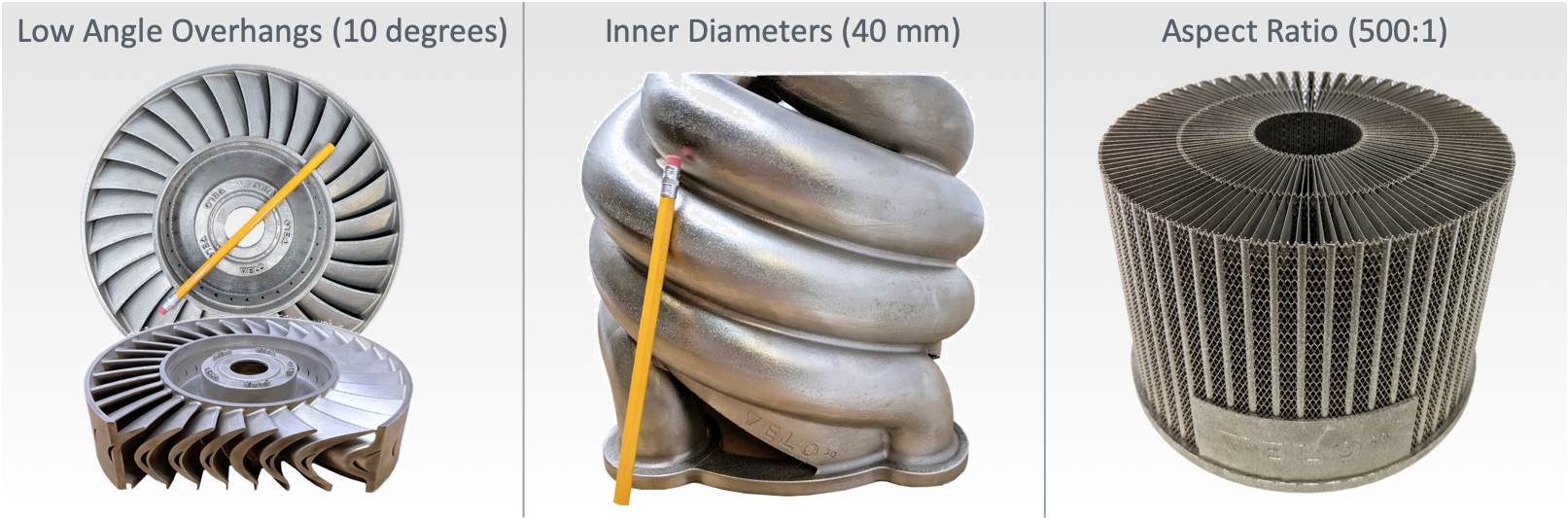
If we could build low angles, large apertures and high aspect ratios without supports; with a high-quality surface finish; and with tight geometric control, then we could make consolidated assemblies in AM. VELO3D’s SupportFree capabilities do just that. By leveraging process simulation, feature specific processing, closed loop melt pool control, and a non-contact recoater, VELO3D has reduced the reliance on support structures for internal geometries. VELO3D’ can print angles down to 10 degrees, create apertures up to 40mm, and build high aspect ratio walls up to 500:1 AR SupportFree. With these new capabilities, manufacturers are able to print consolidated assemblies and create value without redesign.
“SupportFree has the potential to unlock metal additive for production by creating value for contract manufacturers before they leverage the benefits of design freedom”
AM, as a manufacturing technology, has many benefits. But to effectively transition to serial production it must first win the advantage with traditional part designs that have not been modified for AM. AM adoption has been slow not because of cultural barriers, but because of technology limitations. Removing these limitations and enabling manufacturers to qualify AM step by step can unlock the log jam created by our overreliance on supports. SupportFree has the potential to unlock metal additive for production by creating value for contract manufacturers even before they leverage the design freedom of 3D printing. By filling in this critical gap, we enable manufacturers to move into AM step by step.