
How to Select Parts for VELO3D SupportFree Manufacturing
For most of additive manufacturing (AM) history, the promise of complete design freedom ran headfirst into the reality of engineering constraints. Particularly with metal laser powder bed fusion, large swaths of conceivable parts were not feasible economically or in some cases physically, due to the stresses imparted to the metal during melting and rapid solidification. Furthermore, with the existing geometric limitations, the prospect of printing legacy parts without redesign was largely unheard of … until now. With advances in process, software, and hardware, VELO3D is rapidly expanding what can be printed efficiently and cost-effectively. These new capabilities offer the opportunity to use AM to make previously existing designs, opening up the supply chain and creating greater flexibility for OEMs during volume and late stage production.
SupportFree Means Feature-Specific
The key components to our SupportFree system allow for more geometries to be printed with little to no post-processing. Rather than a parameter set that is blind to the specific geometric features of a part, our software intelligently customizes the process based on the local geometry. This fully automated analysis breaks down a given part into separate features and categorizes them, assigning the most appropriate process to each geometry. A process that is optimized for a 30 degree overhang is no longer optimal at 20 degrees. Our processes are a continuous function of the local geometry and account for these subtle variations. This enables engineers to print more parts without supports, complex orientation rules, or redesign, and without needing to manually customize the parameter set for individual parts.
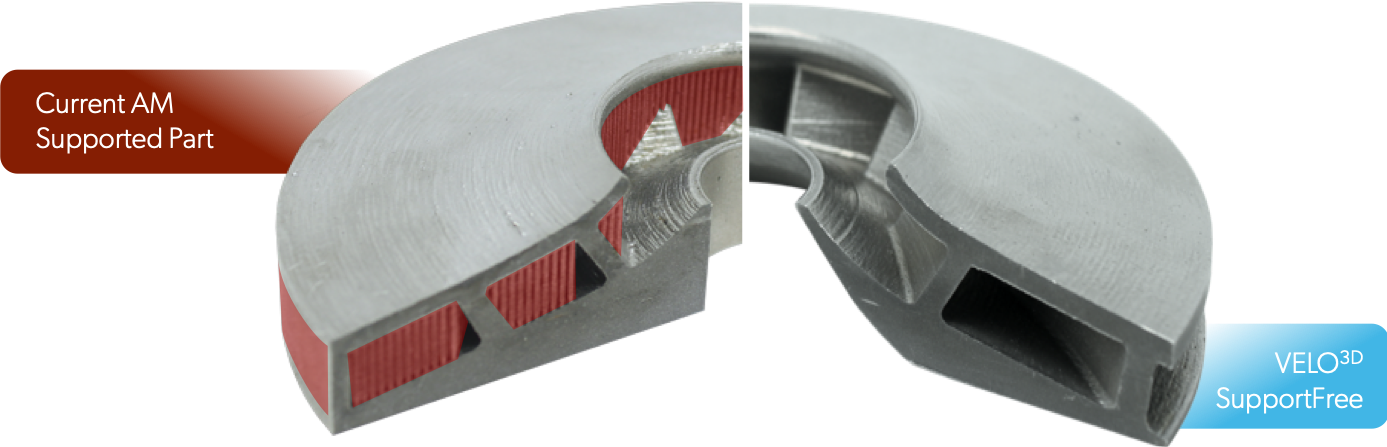
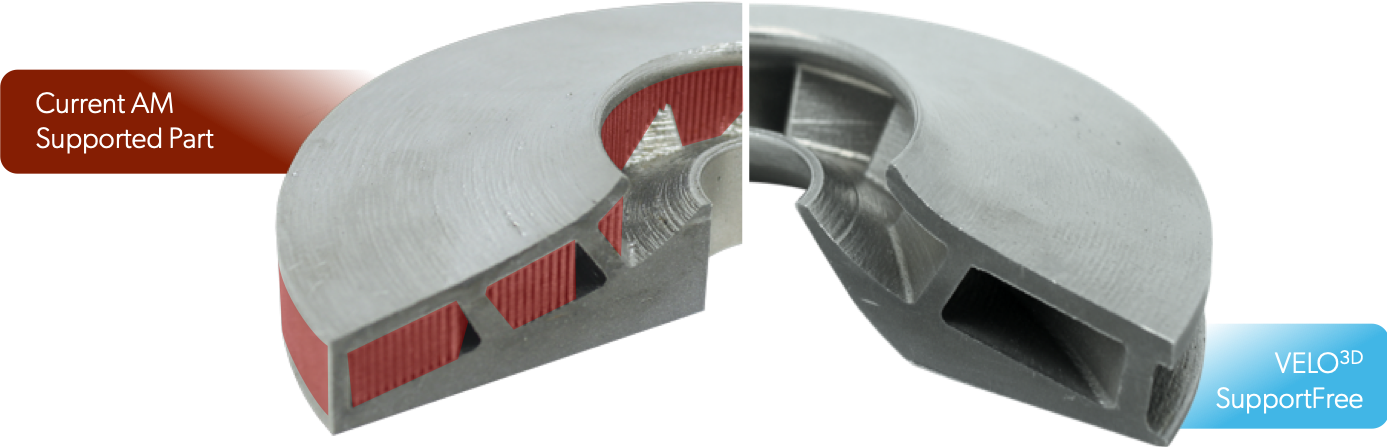
The biggest problem in metal AM today is that ~95% of parts built require support structures. For many parts, these supports are easily accessible and do not affect the performance of the part. But on some parts, support removal is not trivial. In these cases, the machine operations to remove the supports are complex (if even possible). You wouldn't produce parts this way in volume – it introduces too many variables, adds cost, and makes quality control a challenge.
The market for legacy AM has expanded
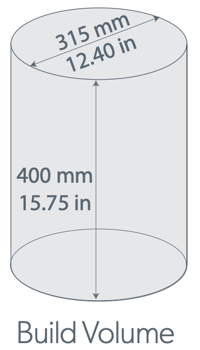
The VELO3D SupportFree system enables manufacturers to print more legacy parts without the need of supports. Our build envelope is 315mm diameter by 400mm height and we currently support printing in nickel, titanium, and aluminum alloys.
Zero Degree (Horizontal) Overhangs
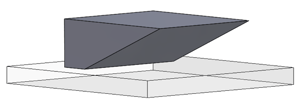
When evaluating a part for support-free printing, angles matter. Let’s look at one type of geometry and see how a seasoned SupportFree engineer would evaluate it. For an unconstrained plane, if the wedge is above 18 degrees, the part can be printed without supports, regardless of height. Below about 10 degrees, the part is more challenging and should be supported. 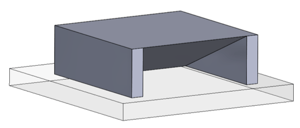
However, the case is different for a constrained plane (a plane with more than one wall constraining it). Constrained planes are more stable at lower angles. The need for supports on parts below 10 degrees can be eliminated with specific process conditions. Although, keep in mind that there is a tradeoff between low angle processing and throughput. The lower the angle, the slower the system will need to operate to print SupportFree. You should examine the build time estimates in Flow to evaluate the tradeoff between printing with supports and printing SupportFree on extreme low angles (less than 10 degrees).
Circular Holes up to 100mm
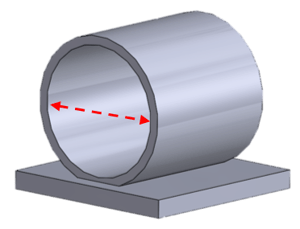
When building a part with a horizontal hole (i.e. the axis of the hole is parallel to the build plate), it is possible to build inner diameters ranging from as large as 100mm all the way down to 500 microns with Sapphire. If the geometry requires a larger inner diameter, the engineer can tilt the part by as little as ten degrees and expand that specification over two times.
Domes
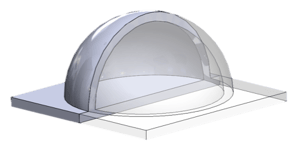
Many engineers have learned through experience that domes or similar closures are not worth their time in additive manufacturing. The supports they tend to require can be essentially impossible to remove without compromising the part, putting the manufacturer in a catch-22: if they don’t use supports, they suffer build failure, if they do use supports, they suffer from poor surface roughness. Our SupportFree system changes that equation. We can create enclosed domes with an interior diameter more than 100mm without supports. The VELO3D system makes dome closures viable for AM in a way that they simply weren’t previously.
Conical Surfaces
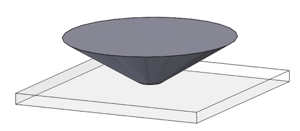
Conical surface stability is more variable than plane stability. When analyzing a downward-facing surface that is conical, the key factor is whether the cone has a smaller diameter at the bottom, or at the top – does it grow inward, or outward. As a layer is printed and the metal cools, the circular cross-section contracts circumferentially. On an outward growing cone (wider on top), this can warp the outer edge upward. This can be problematic starting at around 25 degrees, depending on the height, and can require supports at angles of ten degrees or lower. Above 30 degrees, these cones are stable and can be built without supports.
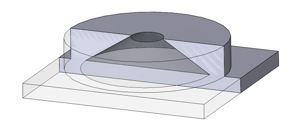
Inward growing (wider on bottom) cones are more stable and are safe at any angle. The stress from the circumferential contraction acts as a constraint to the geometry, increasing stability.
Thin pins and thin walls
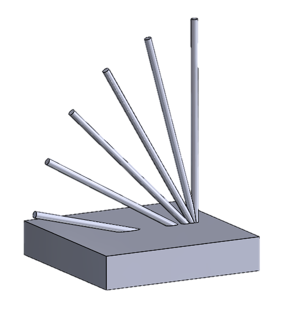
Thin pins and thin walls are common part components, and for parts as elemental as these, every micron matters. For the low angles (15 degrees), we can build pins as thin as 190 microns in diameter, but as the part becomes more vertical, it can be thinner, down to 130 microns. Thin, leak-tight walls can be as thin as 325 microns at 15 degrees and down to 150 microns when vertical – about half the thickness of a typical playing card.
High Aspect ratio
One of the benefits of Sapphire’s recoater is an improved aspect ratio capability. We are able to print very thin walls, down to around 150 microns. Importantly, even at this thickness, we have the ability to print to full z-height. This gives the VELO3D Sapphire the unprecedented ability to print aspect ratios of up to 3000:1.
FreeFloating parts

A “floating part” has no connection to the build plate and emerges fully-formed from the powder bed. Once printed, you can simply reach in and pull out the finished part. This is a unique ability in metal 3D printing – one that only VELO3D Sapphires are capable of. These are built without supports, provided they obey all the standard rules plus one. FreeFloating parts must originate from a single point in the powder. For example, printing the letter “V” would work since the part emerges from a single vertex. However, a “W” would not work, because it would have two points of origin. FreeFloating parts are one of the many instances where our non-contact recoater shows its value. Even with a part that is loose and free-floating in the powder, the recoater applies no force to the part, and therefore does not move it as the build progresses. These FreeFloating parts can make for efficient builds with a very strong business case.
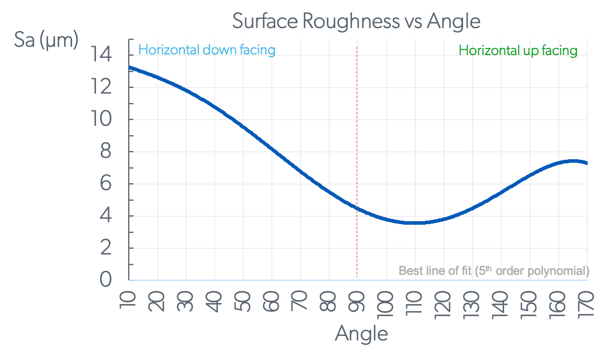
Make more parts with less roughness

The surface finish on SupportFree surfaces will almost always be better than surfaces where the supports have been removed. As is true with almost every additive manufacturing modality, surface roughness is a function of surface angle. For example, at ten degrees, our lowest overhang, the part can reach an average surface roughness (Sa) of 13 microns, and this goes down to under 4 microns on near vertical walls. (If you are more accustomed to roughness average (Ra) measurements, Sa is the area analogue to Ra, and produces measurements that are similar or a bit higher than Ra.) While these variations matter, the overall trend is one of control and predictability: roughness is kept within a low, tight range, yielding part consistency to enable post-processing repeatability.
Putting it all together
By knowing the capabilities of our SupportFree system, engineers are better able to select new legacy parts for printing without redesigning for AM. Understanding which geometries are more problematic is key. Simple adjustments to a part’s orientation prior to printing could eliminate the need for internal, hard to remove supports. This reduces post processing time and improves quality control for post processing steps by eliminating sources of variability. With greater geometric freedom and improved quality control, the move to production AM is inevitable. SupportFree means that you are ready to print legacy parts, helping to alleviate bottlenecks in lead times and manufacturing cost and complexity.
By converting legacy parts to AM production, we can create more flexibility in the existing supply chains. Variability in demand can be met with variability in supply – in real time. Lost revenues and underutilized equipment due to the imbalances of supply and demand could be a thing of the past. There is no telling what innovations will spring from AM in the future but, with SupportFree capabilities, the ability to print existing designs opens the fast track to scale AM today.

